

共享
金属生产部件通过添加制造制造时往往需要后处理,特别是在功能面上。破损整理,包括研磨和打磨,都有能力完成常规部件和添加式部件-即三维打印部件与磨木法和其他替代整理过程相比,磨木法在地表层产生紧耐性、精完成度和期望压缩剩余压力方面有优势。3D打印常用难处理材料的优点可能变得更大,因为自拆粒子属性比其他切割工具延长破损工具寿命磨轮可用复杂表格整理3D打印718和6-4部件使用预装轮磨法有效完成相对大批量部件除精研磨外,研磨工具也可以用人工或机器人模式自由编译
小型批量操作中,金属3D打印用户正在研究如何灵活应用研磨复杂部分几何学诺顿圣戈宾Abrasives联手制造技术中心CNC使用挂点轮和free-form整理工具完成3D打印部件



CNC用挂起点轮
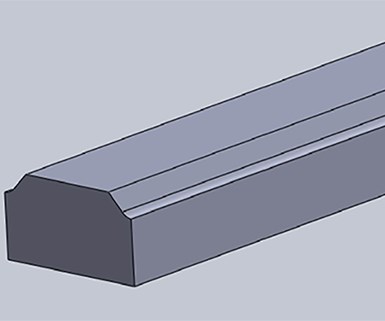
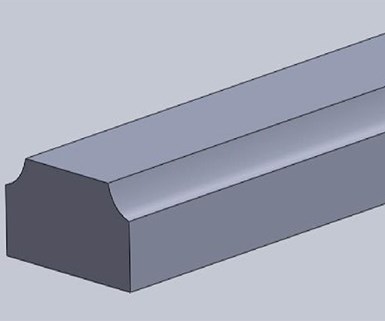
图1:用7183D打印部件剖面测试显示,挂点电镀cBN磨轮产生良好的表尾并长轮寿命,使三维打印部件成为用难机材料生成的紧容度整理3D打印部件的好选择NortonSaintGobain提供图片
电板或电化cBN研磨轮广泛用于研磨718内科尔部件(IN718),处理过程从重储存清除到精密补全以耐紧性不等。在这次研究中,研究人员选择搭建点cBN轮演示CNC研磨3D打印IN718部件的可行性挂点轮形电板球端轮直径6.35毫米并有100克CBN反射
RenAM500Q激光粉床机雷尼肖生成IN718部件并曲面图一显示打印后,部件热处理后建设压力循环900摄氏度45分钟,然后氮冷却到室温热处理后,研究人员发现平均表面积粗糙度约14微米,用Alicona无限焦点SL聚焦显微镜测量在这次研究中,Sa测量法用于描述表面完成特征,因为它代表整个表面的粗糙度并独立于测量方向,而沿线测量法可能受异向表纹理影响
MTC进行了CNC研磨实验表1列出了研磨条件,冷却剂稀释5%(水溶解性)。选择仿冒冷却剂是为了方便研磨后部分清洗CBN轮子使用直油冷却器效果更好,但部分清洗困难重重,对复杂形状和3D打印部件常见难取特征而言尤其如此。因此,本研究不考虑石油问题
磨轮 |
冷却器 |
悬浮速度 |
进料速率 |
深度割取 |
电板cBN轮 |
5%仿真 |
18000rpm |
150mm/min |
0.1毫米,0.2毫米 |
表1:CNC研磨实验中的磨轮和过程条件
IN718部件带染色曲面成功平面达1.2-1.5千米Sq研磨实验期间自动化布卢姆工具测量系统安装机工具测量磨轮磨损工具测量系统原为磨轮工具开发,研究显示可改制磨轮将这类测量与机器控制器整合后,自动轮穿戴补偿
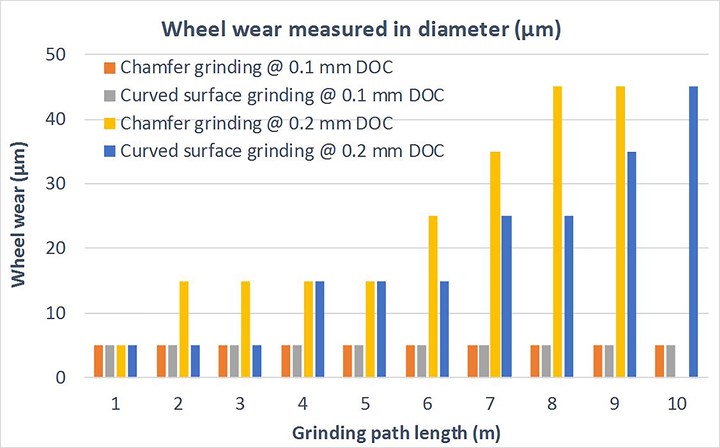
图2 度量轮磨图显示,用0.2毫米深度割法工具磨法快速分治和曲面并发深度下降0.1毫米大减轮穿戴
图2显示测量轮穿戴函数磨行道长度0.2毫米深度切割速率和150毫米/分钟馈送速率工具磨法相对快速工具曲直径减约45微米后表面结束变差以同样的进料速率,将割深度从0.2至0.1毫米大幅下降轮磨到10米研磨后小至10微米
研究人员还使用TiAlN涂碳化工具以及Hoffmann Group推荐的流程条件进行磨剪实验(174mm/minfe研究显示相似表面补全工具磨损磨坊可实现更大深度裁剪(0.2毫米对数0.1mm)研磨具有潜在成本优势:研究中使用的研磨轮只有约15美元,而相应的磨机工具则约50美元。
研究显示电板cBN轮磨IN718和其他难处理材料时可实现良好的表面结束和长寿与水溶冷却器和原位工具穿戴相容性使挂点cBN轮子对整理三维打印部件有吸引力选择研磨或其他机械化的优势在加固金属上得到进一步强调。三维打印部分近网形后处理可优化化,直接热处理印刷部件不软状态处理,然后用研磨处理热处理部件
自由形式填充擦除工具
机器人或人工整理替代拷贝
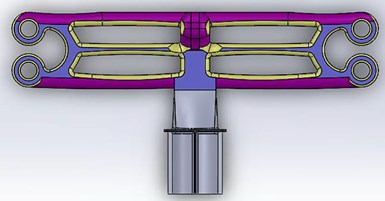
图3:Saint-GobainAbrisives和制造技术中心使用三维打印IN718部件测试自由式结晶工具,这些部件代表航空航天工具行业常见形状,这些部件使用复杂剖面非紧维容
复杂剖面非紧维容研究者印制了2个IN718部件(图3显示)表示航空航天工具行业常见形状和上一节描述的热处理需要支持打印树枝/树状图4A显示手动工具取出,如冲刷切割机,部分表面留下标记
相对大自由表层的研究发现文件带最优工具,因为它与表面剖面和弹性相容性一致。上层文件带中粒度(P60)实现良好的材料清除率和长寿命后用非织接带生成良好的表面完成快速交换盘和螺旋滚转表面测试,但没有像文件带一样性能发现光盘不依赖工具接触角,无法到达受限区,结果突然改变材料清除并完成剖面螺旋滚动可访问小区,但无法保持稳定连接面,导致工具振荡和不均匀结束


图4:用手动工具清除打印时需要的词串/指令支持外部边缘用单非交织轮和棉纤维搭点轮完成,内部面用螺旋滚转粗糙地面,用非交织单片轮完成
外部或易取面有轮式剖面,单非轮式轮式和棉纤维架式轮式能够完成表面而不显著改变部分几何学两种工具直接应用到粗糙按打印面时快速消退因此,建议使用涂层折翼轮或螺旋滚转作为点印表面的第一步非编织折轮后可用完成相对大面,统一和挂起轮可用于复杂或小面积
图4和图5比较印刷件和成品擦伤性


图5:由于统一非编织轮和棉纤维搭机轮在整理刀刃时快速磨损,研究建议先使用涂片板轮或螺旋滚转
上文描述过程在表面整理上大有改进图6显示表面剖面和粗度测量显示Sa从点印表约12微米减到完成表约2微米
推荐分两步进程先快速清除缺陷或其他粗微磨损产物粗糙表面特征水面再配上兼容性强的破解产物非编译用尼龙纤维浸入破粒子的产品最理想选择剖面自由形式整理,因为这些产品可与部分表面相容并一致完成并微小偏差几何学
自由式整理有各种带子、盘子和挂起点轮表2汇总基于三维打印部件常用特征选择适当破损产品的一般指南不锈钢和超合金推荐陶瓷反射法,合金推荐SiC或Zirconia反射法
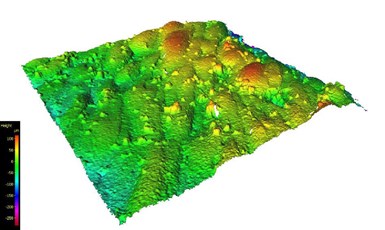
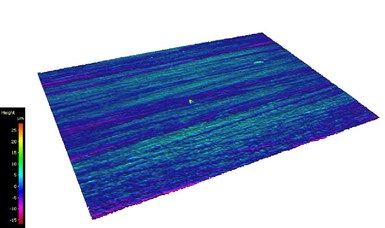
图6:研究中的归结法从12微米Sa到约2微米Sa下降完成
表2显示破损产品使用便携式电源工具,包括小型右角研磨机、死磨机和文件带研磨机光重、小尺寸和弹性便携式擦拭工具允许不同配置,如将工具带入固定部件、将部件带入工具并同时使用工具与部件多压工具可搭建工作站完成各种复杂特征万博体育matext官网入口使用CAD绘图和上游3D打印过程其他部分信息,选择损耗工具并整理过程可完全自动化与CNC机器和机器人细胞并用,这些机器和机器人细胞可确保一致性结果,帮助进程内测量、视觉传感器和闭环控制机制
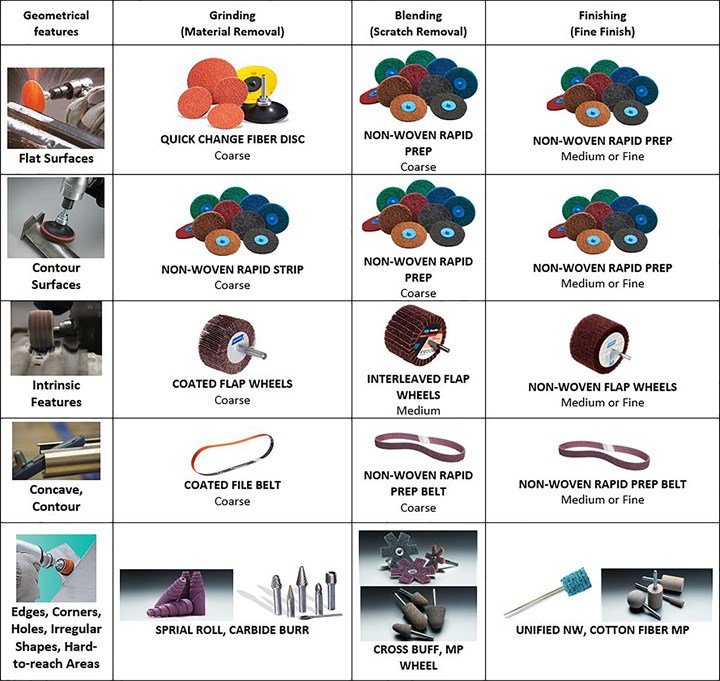
表2:本表显示哪些破损产品最能处理不同类型特征
相关内容
最大铝体:极优化高速度滑动铝体金属去除率
速度改变规则最大金属清除速率高速旋转并遵循某些基本工具考量并仅右转磨
如何将循环时间减少70%或更多
surecCDMiMiMchining技术通过使用高级高效切换技术全过程可大幅缩短周期时间,而工具寿命则比传统切换大为改善
非传统小孔法
传统钻探无法完成时考虑这些替代方法

.1687801407690.png)
.1692800306885.png)




